





Spray Art

Sprey boyalar kullanılarak sulu boya kağıdı veya diğer kalın resim kağıtları,
kartonlar veya duvar gibi düz yüzeylerde Sprey püskürtülerek çok kısa sürede resim yapma sanatıdır. Ülkemizde bu sanat Graffiti olarak daha çok bilinmektedir.
Son yıllarda popülerliği giderek artan Spray Art eldeki mevcut aletlerle (herhangi birşey olabilir, genellikle gazete veya dergi sayfaları yırtılıp küçük parçalar halinde sprey sıkılmış alana sürterek değişik efektler verilir) kullanılarak, çalışılan sahneye değişik efektler verilmesine olanak tanıyan bir sokak sanatıdır. Bu sanatın doğduğu ve geliştiği yer sokaklardır.
"Malesef Türk Graffiti meraklısı gençlerimiz batı kültüründen edindiği bu sanata kendi kültürlerini katıp geliştirmek ve kullanmak yerine, üzülerek söylüyorum batı kültürü ile beraber olduğu gibi almıştır. Rap Müzik - hiphop veya Metalica gibi müzikleri dinleyen ve onların yaşantısını uygulayan gençlerin çoğu alkol başta olmak üzere diğer kötü alışkanlıkları edinmişlerdir. Oysaki bizim öz kültürümüzde batıyı hiçte aratmayacak nice nadide sanat alanlarımız vardır. Geçlerimizin kendi kültürümüze ait sanat dallarına ilgi duymalarını, korumaları, öğrenip öğretmelerini - gelecek nesillere aktarmalarını temenni ederim."
Graffiti:
Graffiti, temel anlamıyla, duvar yazıları ve resimler yoluyla kendini ifade eden bir görsel uygulamadır.
Grafik sözcüğü kökeninden türetilmiştir. Graffiti, kimi çevrelerce bir sanat dalı olarak kabul edilirken, bir diğer bakış açısı da, graffitiyi vandalizm (bilerek ve isteyerek, kişiye ya da kamuya ait bir mala, araca ya da ürüne zarar verme eylemi.) olarak değerlendirmektedir.
Graffiti Tarihçesi ;

Almanya’yı Doğu ve Batı şeklinde ikiye bölen Berlin Duvarı’nın her iki yanı protest kişilerce boyanarak, yazı ve sloganlarla bezendi. 1960′lı yıllarda ABD’nde politik grupların görüşlerini duyurmak için bu yöntemi tercih etmesi, gençlerden oluşan sokak çetelerinin, kendi denetimleri altındaki alanları belirlemek için duvar yazılarını kullanmasına yol açtı. Ardından bağımsız bireyler graffitiyi geliştirdi. Sosyal içerikli iletiler dışında, bireysel seçimleri de yan sıtmaya başlayan graffitiler giderek renklendi. 1970′lere gelinirken, bu görsel uygulama, şehir duvarlarından metro duvarlarına geçerken, New York’tan ABD’nin hemen hemen tümüne yayıldı.
Graffiti Gelişimi ;
 Dünyanın çeşitli ülkelerinde başta duvarlar olmak üzere uygun olan hemen hemen her zemin graffitiler için uygun yer oluşturuyor, sprey boya, fırça gibi çeşitli araçlar devreye girerek, neredeyse beğeni yarışması haline dönüştürüldü. Graffitinin genel olarak illegal (yasadışı) bir uygulama olması, bu konuda yasa eksiklikleri, tarihsel eserler, özel konutlar dahil, herhangi birçok yerin rastgele boyanarak graffiti zemini kabul edilip uygulama yapılması, graffitiye bakış açısının ağırlıklı vandalizm olarak kabul edilmesinde rol oynamış, uygulayanlar hakkında yasal işlemler yapılmıştır.
Dünyanın çeşitli ülkelerinde başta duvarlar olmak üzere uygun olan hemen hemen her zemin graffitiler için uygun yer oluşturuyor, sprey boya, fırça gibi çeşitli araçlar devreye girerek, neredeyse beğeni yarışması haline dönüştürüldü. Graffitinin genel olarak illegal (yasadışı) bir uygulama olması, bu konuda yasa eksiklikleri, tarihsel eserler, özel konutlar dahil, herhangi birçok yerin rastgele boyanarak graffiti zemini kabul edilip uygulama yapılması, graffitiye bakış açısının ağırlıklı vandalizm olarak kabul edilmesinde rol oynamış, uygulayanlar hakkında yasal işlemler yapılmıştır.Özellikle hip-hop kült ürünün yaygınlaşmasıyla modern ve asıl şu anki graffiti ortaya çıkmıştır. Graffitinin bugüne gelmesine kadar geçen süreçte, bu konuda Hugo Martinez, Bozo Texino, Taki 183 gibi isimlerin ünlenmesine yol açtı. Graffiti yapanların çok büyük bir çoğunluğu kimliklerini gizlemekte ve papo 184, junior 161, cay 161, stitch 171, barbara 62, TAKI 183 gibi takma isimler kullanmaktadırlar. Örnek olarak TAKI 183, 1969 – 1974 yılları arasında Washington ve Manhattan’da metro istasyonlarında büyük ün yapmıştır.
 Graffiti, kendi gelişimsel sürecini rekabet ortamının da teşvikiyle hızlı yaşamıştır. Bu gelişim sonucunda “tag” adı verilen graffiti yazarları imzalarına semboller, ilgi çekici resimler eklenmeye başlamış. Bazıları sayısal simgeler, bazıları logo vb. şekiller kullanmıştır. zamanla kullanılan harflerin boyutları büyümüş, harflerin içi desenlerle süslenmeye başlanmış, herkes kendi yazım tarzını belirlemiş ve kendine has renkleri kullanmış, hatta durum giderek kaligrafi sanatının bir yansımasına dönüşmüştür.
Graffiti, kendi gelişimsel sürecini rekabet ortamının da teşvikiyle hızlı yaşamıştır. Bu gelişim sonucunda “tag” adı verilen graffiti yazarları imzalarına semboller, ilgi çekici resimler eklenmeye başlamış. Bazıları sayısal simgeler, bazıları logo vb. şekiller kullanmıştır. zamanla kullanılan harflerin boyutları büyümüş, harflerin içi desenlerle süslenmeye başlanmış, herkes kendi yazım tarzını belirlemiş ve kendine has renkleri kullanmış, hatta durum giderek kaligrafi sanatının bir yansımasına dönüşmüştür.Graffiti uygulayıcıları, kendilerini sokak ressamı olarak tanımlarlarken, çoğu zaman işi gerektiren maliyetleri kendi ceplerinden ya da sosyal çevrelerini oluşturan dernek, örgüt vb. topluluklardan karşılarlar. “Graffiti” adıyla müzik grupları, albümler vb. oluşumlar gerçekleşmiştir. iran gibi baskıcı yönetim altındaki ülkelerde bile görülen sanat genellikle barış yanlısı, savaş karşıtı bir eğilim çizmektedir.
Tüm dünyada graffiti 1980 sonrası zirve yıllarını yaşamıştır. Bu süreçte ABD’nde toplumsal sorun haline geldiği bir dönem yaşandığında, spray boyalar, satıldığı yerlerde kilit altında tutulup, küçük yaştakilere satışı yapılmamıştır. 1980′li yıllaırn ikinci yarısının sonlarında düşüş eğilimi göstermişse de 1990′ların ortalarında yeniden yükselen bir grafik izler.
Türkiye'de graffiti
Almanya'daki Türklerin Almanlar tarafından dışlanması sonucu Türkler çeteleşmiş, seslerini duyurmak için anlamsız şekilde hiphop kültürüne yönelmişlerdir. Bununla birlikte graffiti sanatıyla tanışmışlardır. Gurbetçilerin Türkiye'ye gidip gelmesi, kişilerin arkadaş grubu gibi etkenlerden ötürü graffiti Türkiye'ye erişmiştir. Sprayin Türkiye'de ilk olarak komünistler tarafından kullanılmasından ötürü graffiti sanatçıları "komünist, anarşist" hatta ve hatta "satanist" diye nitelendirilmişlerdir. Günümüzdeyse yurdumuzun batı kesimlerinde bu tür olaylar azalmıştır. İstanbul, Ankara, Bursa ve İzmir gibi metropol şehirlerin istinat duvarlarında, köprü kolonlarında ve ara sokaklarında sıkça graffitiye rastlayabilirsiniz.


Sprey Boya Sanatı Video
Sprey Boya Sanatı Video
Sprey Boya Sanatı Video
Sprey Boya Sanatı Video
 |
| Sprey Boya Sanatı Space Art |
 |
| Sprey Boya Sanatı |
|
| Sprey Boya Sanatı Space Art |
 |
| Sprey Boya Sanatı Space Art |
 |
| Sprey Boya Sanatı |
 |
| Sprey Boya Sanatı Sahil ve Güneş |
 |
| Sprey Boya Sanatı Space Art |
-----------------------------------------------------------------------------------------------------
Endüstriyel
Sprey Boya Uygulama Teknikleri:
Sprey uygulamalarına genel bakış:
 En yaygın boya uygulama metodu olan sprey uygulamaları, boyanın küçük damlacıklar halinde atomize edilecek şekilde püskürtülerek uygulanması temeline dayanır. Çeşitliliğinden ve uygulama kolaylığından dolayı çok geniş bir kullanım alanı vardır. Düzgün kalınlık dağılımına sahip olan ve iyi yayılan yüzeylerin elde edilmesi bu yöntemin sanayi boya uygulamalarında çeşitlenip yaygınlaşmasına yol açmıştır. Ancak uygulayıcının maske ve benzeri kişisel korucu ekipmanlar kullanması gerekmektedir. Ayrıca uygulama esnasında, ortama yayılan boya miktarı, diğer bir deyişle boya transferi verimliliği her sprey uygulamasına göre değişkenlik göstermektedir.
En yaygın boya uygulama metodu olan sprey uygulamaları, boyanın küçük damlacıklar halinde atomize edilecek şekilde püskürtülerek uygulanması temeline dayanır. Çeşitliliğinden ve uygulama kolaylığından dolayı çok geniş bir kullanım alanı vardır. Düzgün kalınlık dağılımına sahip olan ve iyi yayılan yüzeylerin elde edilmesi bu yöntemin sanayi boya uygulamalarında çeşitlenip yaygınlaşmasına yol açmıştır. Ancak uygulayıcının maske ve benzeri kişisel korucu ekipmanlar kullanması gerekmektedir. Ayrıca uygulama esnasında, ortama yayılan boya miktarı, diğer bir deyişle boya transferi verimliliği her sprey uygulamasına göre değişkenlik göstermektedir.

Konvansiyonel sprey uygulaması yönteminde, sıvı boya, havalı sprey tabancası aracılığıyla dar tabanca memesinden çıkar, basınçlı hava ile karışır ve çok küçük damlacıklar halinde püskürtülür.
Tabancaya boya beslemesi üç farklı yöntemden biriyle sağlanabilir. Her bir yöntem için farklı tabanca yapıları dizayn edilmiştir.

Üstten hazneli tabanca: Boya, tabancanın üzerine takılan bir hazneden yer çekimi etkisiyle tabancaya beslenir (Şekil–2). Küçük ve renk değişiminin sık olduğu işler için çok uygundur.
 Alttan hazneli tabanca: Boya, tabancanın altına takılan bir hazneden emiş etkisiyle tabancaya beslenir (Şekil–3). Üstten hazneli tabancalar gibi, az miktarlı ve renk değişiminin sık olduğu işler için çok uygundur.
Alttan hazneli tabanca: Boya, tabancanın altına takılan bir hazneden emiş etkisiyle tabancaya beslenir (Şekil–3). Üstten hazneli tabancalar gibi, az miktarlı ve renk değişiminin sık olduğu işler için çok uygundur.Basınçlı kapta, üstten hazneliye göre; üstten haznelide ise alttan hazneliye göre daha küçük çapta meme kullanılabilir.
Havalı sprey tabancasına beslenen boya tabanca içindeki kanallardan geçerek tabancanın ucundaki boya memesine (nozzle) ulaşır. Boyanın tabanca ağzından çıkışı esnasında boya ile karışacak olduğu hava ise, bir kompresör yardımıyla 2.5-5.5 atm aralığında bir basınca ulaşır. Boya ile havanın karışması tabancanın hava başlığına bağlı olarak iki şekilde gerçekleşebilir. Boya hem tabancanın içinde (internal mix) hem de hava başlığının hemen dışında (external mix) atomize edilebilir.
İç Karışım: Şekil-4’de gösterildiği gibi, hava ve boyanın buluşması, tabanca ağzının hemen öncesinde gerçekleşmektedir. İç karışımda daha az ve daha düşük basınçta hava kullanımını sağlamaktadır. Daha geniş bir hüzme oluşturmakta, maksimum film kalınlığı sağlamakta ve daha az overspray oluşumu gözlenmektedir. Her boyamadan sonra iğne ve memenin sökülmesi ve temizlenmesi gerekmektedir. Bu nedenle yavaş kuruyan malzemelerin kullanımı için daha uygundur.
Dış Karışım: Bu tür uygulamalarda hava, tabanca başlığında bulunan hava kanallarından püskürtülerek, tabanca ağzından çıkan boya ile karşılaşır ve karışım oluşturur (Şekil-5). Yaygın kullanım alanına sahip bir yöntemdir. Dış karışım ile daha iyi bir atomizasyon sağlanabilmektedir. Hüzme daha iyi kontrol edilebilmekte ve yüksek basınç sağlanabilmesi nedeniyle alttan hazneli tabancalarda kullanılabilmektedir. Çabuk kuruyan ve yüksek kaliteli yüzey beklentisi olan uygulamalarda tercih edilebilmektedir. Temizliği daha kolaydır.
 Hava basınçlandırılınca, içerdiği nem yoğunlaşabilir ve bu su tanecikleri boyanın yüzeyine ulaşıp kabarcık dediğimiz yüzey kusuruna yol açabilir. Ayrıca kompresör yağının da havaya karışması olası olduğu için, kompresörle tabanca arasına “su ve yağ tutucu”lar takılır.
Hava basınçlandırılınca, içerdiği nem yoğunlaşabilir ve bu su tanecikleri boyanın yüzeyine ulaşıp kabarcık dediğimiz yüzey kusuruna yol açabilir. Ayrıca kompresör yağının da havaya karışması olası olduğu için, kompresörle tabanca arasına “su ve yağ tutucu”lar takılır.Tabancanın arka kısmında iki adet, alt kısmında ise bir adet ayar valfi başı yer almaktadır. Arkada yer alan valflerden yukarıda olanı, boya hüzmesinin büyüklüğünü ayarlamak için, diğeri ise memeden püskürtülecek boyanın debisini ayarlamak için kullanılır. Altta yer alan ayar valfi ise hava kanallarına beslenen hava miktarını ayarlamak için kullanılmaktadır (Şekil–6).
Boya debisini ve hava debisini valfler ile ayarlarken basınçta değişiklik gerçekleşmez. Bununla beraber, büyüklüğü ayarlanmış boya hüzmesi tabancadan çıktıktan sonra, dış ortamın hava akımı ile karşılaşır. Bu nedenle, dairesel olması beklenen hüzme daha iyi verim sağlayan eliptik bir yapıya dönüşür (Şekil-7).
 Boyanın, atomizasyon da denilen çok küçük damlacıklara parçalanması, aşağıdaki değişkenlere bağlı olarak belirlenir.
Boyanın, atomizasyon da denilen çok küçük damlacıklara parçalanması, aşağıdaki değişkenlere bağlı olarak belirlenir.Boyanın uygulama viskozitesi (boya viskozitesi arttıkça damlalar irileşir),
Meme deliğinin çapı (meme deliğinin çapı küçüldükçe damlalar küçülür),
Boya basıncının hava basıncına oranı (bu oran küçüldükçe damlalar küçülür), Boyanın yüzey gerilimi (yüzey gerilimi düştükçe damlalar küçülür), Boyayı meme deliğine sürükleyen boya basıncı (boya basıncı/hava basıncı oranın sabit kalması koşuluyla, boya basıncı arttıkça damlalar küçülür),
İyi bir atomizasyondan kastedilen, damlacıkların olabildiğince küçülmesidir. Havalı sprey uygulamalarında 20 µm ile 50 µm arasında damlacık çaplarına ulaşılabilir. Bu çok iyi bir boya yayılmasına olanak sağlayan bir atomizasyondur. Bu noktada, istisnai bir uygulama olarak pütürlü boya uygulamasından söz edilebilir. Pütürlü boya uygulamalarında, hava basıncı azaltılıp büyük çaplı püskürtme memeleri seçilerek boyanın iri damlacıklar halinde püskürtülmesi sonucunda iyi yayılmayan girintili çıkıntılı bir pürüzlü yüzey elde edilmesi hedeflenir. Bazı makinelerin ve oto bagaj içlerinin bu görünüme sahip olacak şekilde boyanması özellikle tercih edilir.
Havalı sprey uygulamalarında, 1 hacim boya için 600 hacim hava kullanılır. Dolayısıyla püskürtülen malzeme, içinde bol miktarda hava bulunduran bir boya-hava karışımıdır. Karışımın içinde havanın bu derece fazla olması üç önemli sonuca yol açar.
 1) Havalı spreyde malzeme sınırları belirsiz bir bulut halinde hedefe doğru gider. Uygulama direkt yüzey üzerine yapılsa da, boyanın bir kısmı yüzeyin dışına taşmaktadır.
1) Havalı spreyde malzeme sınırları belirsiz bir bulut halinde hedefe doğru gider. Uygulama direkt yüzey üzerine yapılsa da, boyanın bir kısmı yüzeyin dışına taşmaktadır.2) Hava ile beraber çok yüksek basınca ulaşan boya tanecikleri, yüzeye büyük bir hızla çarpar ve çarpan boyanın önemli bir kısmı geriye sıçrayarak çevreye yayılır (Şekil-8).
 3) 2,5 – 4 bar gibi yüksek basınçla çıkan hava ve havaya göre daha az basınçla çıkan boya uygulanacak yüzeye oldukça yüksek hızlarda ulaşırlar. Havanın yüzeye çarpıp dönmesinden ötürü, yüzeyde bir miktar hava bulutu birikerek hava yastığı dediğimiz etkiyi oluşturur. Tabancadan çıkan boyanın bir kısmı daha yüzeye varmadan bu hava yastığına çarparak geriye sıçrama eğilimi içinde olurlar. Buna “geri sıçrama etkisi” adı verilir (Şekil-9). Geri dönen boya zerrecikleri (overspray tozları olarak da anılırlar) ise çevreye yayılır.
3) 2,5 – 4 bar gibi yüksek basınçla çıkan hava ve havaya göre daha az basınçla çıkan boya uygulanacak yüzeye oldukça yüksek hızlarda ulaşırlar. Havanın yüzeye çarpıp dönmesinden ötürü, yüzeyde bir miktar hava bulutu birikerek hava yastığı dediğimiz etkiyi oluşturur. Tabancadan çıkan boyanın bir kısmı daha yüzeye varmadan bu hava yastığına çarparak geriye sıçrama eğilimi içinde olurlar. Buna “geri sıçrama etkisi” adı verilir (Şekil-9). Geri dönen boya zerrecikleri (overspray tozları olarak da anılırlar) ise çevreye yayılır.Bu iki nedenden dolayı, havalı sprey uygulamalarında boya kayıpları çoktur ve aktarım etkinliği düşüktür. Transfer verimliliği boyanacak nesnenin şekline ve büyüklüğüne göre %-50 aralığına kadar düşebilir, büyük yüzeylerde ise p’ lere kadar çıkabilir. Düşük transfer veriminden dolayı, boyanın yüzeyi örtmesi için kullanılması gereken boya miktarı ve çevreye yayılan solvent miktarı da artmaktadır. Çevreye yayılan boya tozu miktarının ve solvent miktarının (VOC değerinin) çok oluşu ise sağlıksız koşullar oluşturmakta ve uygulamaların açık alanlarda yapılmasına el vermemektedir. Bu nedenle, uygulamalar boya kabinlerinde yapılmalıdır. Kabinlerin beraberinde boya tozunun, boya çamurunun ve kuru boyanın filtre edilebileceği tesisler de kurulmalıdır. Ayrıca, uygulamayı yapacak kişinin, gerekli kişisel koruyucu ekipmanlar ile uygulama yapması gerekmektedir.
Avantajları
Her türlü yüzeyde kullanılabilir.
İyi atomizasyon sağlamaktadır.
Uygulama alanı geniştir. Uygun tabanca seçilerek 100 gr.'dan tonlarca boyanın kullanıldığı çeşitli alanlarda kullanılabilir.
İyi yüzey kalitesi sağlamaktadır.
Alttan hazneli, üstten hazneli ve basınçlı kapla kullanılabilme çeşitliliği vardır. (Basınçlı kap yardımıyla boyanın akışının sağlandığı sistemler genelde büyük boyamalarda tercih edilir.)
Havanın ve boyanın basıncını ve debisini ve hüzmenin karışım oranını değiştirme imkanı sağlamaktadır.
Özellikle renk hassasiyetinin önemli olduğu efektli renk uygulamalarında iyi sonuç vermektedir. Efektli boyalar için en ideal uygulama yöntemidir.
Araç gereç maliyeti görece olarak daha düşüktür.
Dezavantajları
Uygulama esnasında çevreye çok fazla boya tozu ve solvent saçılmaktadır. Bu nedenle, özel uygulama kabinlerinin kurulumunu gerektirir. Kabin filtreleri sık sık değiştirilmelidir.
Tabancanın temizliği de önem arz eder. Temizlik işlemleri hassasiyet ve zaman gerektirir.
Boyanın transfer verimi düşüktür.
2. Yüksek Hacimli Düşük Basınçlı (HVLP) Sprey Uygulamaları
Konvansiyonel havalı sprey uygulamalarında yüksek atomizasyon ve iyi yüzey kalitesinin elde edilmesi, bu uygulama yönteminin yaygınlığını artırmaktadır. Ancak, temelinde yatan düşük aktarım etkinliği, kullanıcıya yansıyan yüksek boya maliyeti ve yüksek çevre kirliliği gibi sorunlar başka yöntem arayışlarına neden olmuştur.
Bu arayışlar esnasında atomizasyon ve elde edilecek yüzey kalitesi önem arz etmektedir. Atomizasyon kalitesinde aşağıdaki unsurlar etkilidir:
boyanın viskozitesi (yüksek viskozite = büyük parçacıklar) - boyaya bağlı
boyanın yüzey gerilimi (düşük yüzey gerilimi = küçük parçacık) - boyaya bağlı
hava basıncı (yüksek hava basıncı = küçük parçacık) - tabancaya bağlı
meme çapı (küçük meme çapı = küçük parçacık) - tabancaya bağlı
boyanın basıncı (büyük basınç = küçük parçacık) - tabancaya bağlı
hava hacmi (yüksek hava miktarı = küçük parçacık) - tabancaya bağlı
Boyanın viskozitesi ve yüzey gerilimi tabanca seçimi ile ilgili değildir. Bu etmenler boyanın formülasyonuna bağlıdır. Tabancaya bağlı bir değişken olan hava basıncının yükselmesi ise atomizasyon kalitesini artıran bir faktördür. Meme çapının etkisi basınca oranla daha azdır ve viskoziteye bağlı olarak değiştirilerek kullanılabilmektedir. Boyanın basıncı da ya beslemeli kaplarda sabittir ya da diğerlerinde (alttan ve üstten hazneli) yine havanın basıncına bağlıdır. Dolayısıyla düşük basınçta iyi atomizasyon elde edebilmek için hava hacmini artırmak gerekmektedir. Bu sayede boya damlacıkları arasına giren yüksek hacimli hava, dış ortama çıkışıyla beraber genleşir ve boya damlacıklarını daha küçük damlacıklara parçalar. Yüksek hacimli düşük basınçlı (HVLP) havalı sprey tabancalarının çalışma prensibi bu unsurlara dayanmaktadır.
 HVLP tabancalarının geliştirilmesi ile aktarım etkinliklerini iki katına kadar artırmak mümkün olmuştur. HVLP tabancaları, tabanca içi hava kanallarının bol hava beslemesine izin verecek detayda tasarlanmıştır. Boya yüksek debide ancak düşük basınçta (konvansiyonel sistemlerdeki 2.5-5.5 atm yerine HVLP sistemlerde 0.2-0.7 atm hava ile) püskürtülmektedir. Düşük hava basıncının geri sıçrama etkisini çok azaltması, aktarım etkinliğinin artmasına yol açmaktadır. HVLP sistemlerinin kullanım yaygınlığı, başta oto tamir boyaları alanında olmak üzere giderek artmaktadır. HVLP uygulamalarında konvansiyonel uygulamalarda elde edilene yakın bir atomizasyon ve yayılma kalitesi sağlanabilmektedir.
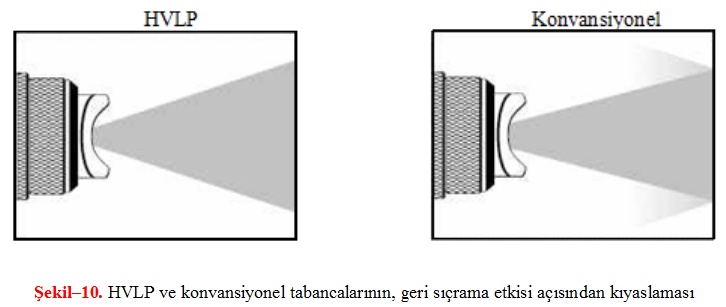
HVLP tabancalarının geliştirilmesi ile aktarım etkinliklerini iki katına kadar artırmak mümkün olmuştur. HVLP tabancaları, tabanca içi hava kanallarının bol hava beslemesine izin verecek detayda tasarlanmıştır. Boya yüksek debide ancak düşük basınçta (konvansiyonel sistemlerdeki 2.5-5.5 atm yerine HVLP sistemlerde 0.2-0.7 atm hava ile) püskürtülmektedir. Düşük hava basıncının geri sıçrama etkisini çok azaltması, aktarım etkinliğinin artmasına yol açmaktadır. HVLP sistemlerinin kullanım yaygınlığı, başta oto tamir boyaları alanında olmak üzere giderek artmaktadır. HVLP uygulamalarında konvansiyonel uygulamalarda elde edilene yakın bir atomizasyon ve yayılma kalitesi sağlanabilmektedir.HVLP tabanca ile atomize edilen boya tanecikleri, konvansiyonel tabancadaki atomizasyona göre biraz daha iridir. Bu nedenle, elde edilen yüzey kalitesinin konvansiyonel uygulamalardan kötü olması beklenir. Fakat, son zamanlarda yapılan çalışmalarla, havalı sistemlerle uygulanmış yüzey kalitesine yakın seviyelere ulaşılabilmektedir. Bununla beraber, hava basıncının düşük olması, boya taneciklerinin hızla yüzeye çarpıp geri sekmesini önler (Şekil–10). Bu da uygulama etkinliğini % 70–75 artırarak boya tüketiminde tasarrufa gidilmesini sağlamaktadır.
Konvansiyonel sprey uygulamalarıyla kıyaslandığında, HVLP tabancalarla yapılan uygulamalarda, çevreye saçılan overspray tozlarında ve çevre kirliliğine neden olan atık miktarlarında düşüş gözlenmektedir. Yine de, HVLP tabancalarının kullanımı esnasında çevre kirliliğine yol açabilecek overspray tozlarının önlenmesi açısından bazı ülkelerde çeşitli sınırlandırmalar getirilmiştir. Örneğin; ABD’nin bazı eyaletleri ve bazı Avrupa ülkelerinde hava başlığında basıncı 0.7 bar olan HVLP dışında tabancaların kullanılması yasaklanmıştır. Bunun yanında, ABD'nin Güney California eyaletinde 0.7 bar ve bu değerin altındaki basınç değerlerinde % 65 veya daha yüksek transfer verimi sağlayan HVLP tabancalarının kullanılması istenmektedir.
HVLP ve konvansiyonel tabancalarda havanın tabancaya giriş basıncı ve hava başlığındaki çıkış basıncı Tablo–1’ de belirtilmiştir. Tablodaki değerler incelendiğinde, HVLP tabancalarının transfer verimi konvansiyonel tabancalara göre daha yüksektir.

Bu iki yöntemin uygulama şekilleri incelendiğinde, HVLP tabanca yüzeye daha yakın ve konvansiyonel tabancalara göre biraz daha yavaş uygulanmalıdır (Tablo–2).

Tozkat uygulamalarında, konvansiyonel tabancada olduğu gibi basıncı düşürmek tavsiye edilmemektedir çünkü basınç çok fazla düştüğünde atomizasyon kalitesi olumsuz etkilenecektir. Onun yerine uygulama mesafesini artırmak daha uygun olacaktır.
HVLP tabancalarda kullanılan kompresörlerin gücü; üretici firma, tabanca kalitesi, meme çapı ve hava başlığına göre değişiklikler gösterse de, yaklaşık olarak Tablo–3’ de belirtilen değerler arasındadır. Bu kadar güç, konvansiyonel uygulamalara göre daha yüksek elektrik tüketimini gerektirir ancak beraberinde HVLP uygulama ile boya tüketiminde tasarruf da sağlanmaktadır.

HVLP tabancalarda kullanılan hava hacmi fazla olduğu için kullanılması gereken hortumun iç çapı da 0,9 cm (konvansiyonel tabanca da 0,8 cm civarındadır) olmalıdır. Dolayısıyla, konvansiyonel tabancadan HVLP tabancaya geçişte bir kullanıcının tabanca, kompresör ve hortumu değiştirmesi gerekmektedir.
HVLP uygulamalarında, konvansiyonel uygulamalarda olduğu gibi, basınçlı kaplı, alttan hazneli ve üstten hazneli tabanca tipleri kullanılabilmektedir. Alttan hazneli HVLP tabancalarda çok iyi transfer verimleri elde edilememektedir. Bunun nedeni boyayı yüzeye taşıyan havanın basıncının düşük olması, yeterince emişin oluşamaması ve neticesinde boyanın verimli şekilde sprey edilememesidir. Üstten hazneli tabancalarda ise yer çekimi kuvvetinden yararlanıldığı için transfer verimi daha iyidir. En iyi verim ise basınç beslemeli tabancalarda sağlanmaktadır.
3. Düşük Hacimli Düşük Basınçlı (LVLP) Sprey Uygulamaları
HVLP tabancalarda azalan basınçla düşen atomizasyon kalitesi yüksek hava hacmiyle artırılmıştı. Ancak, HVLP sprey uygulamalarının, yüksek hacimli hava tüketiminden dolayı daha güçlü kompresör kullanımını gerektirmesi, konvansiyonel tabancayla uygulama yapmaya alışmış olan kullanıcılar açısından zor bir uygulama çeşidi gibi görülmesine neden olmaktadır. Hem hava hacminde düşüş hem de transfer etkinliğinde artış beklentileri LVLP tabancalarının gelişimine yol gösteren unsurlar olmuştur. LVLP tabancalarının geliştirilmesi ile havanın tabancanın ağzından çıkış basıncı HVLP tabancalara göre bir nebze yüksek tutulmakta ve bu sayede kullanılması gereken hava hacminde düşüş sağlanmaktadır. LVLP tabancalarda, konvansiyonel tabancayla aynı hatta biraz daha az hava tüketimi olduğu görülmektedir. Ayrıca bu tabancalarda, ihtiyaç duyulacak hava hacmini azaltmak için, boyanın ve havanın bir miktar tabancanın içinde karışması sağlanmaktadır, fakat bu çözüm sprey tabanca üreticileri için çok uygulanabilir bir yöntem değildir.
 Daha önce de bahsedildiği gibi, ABD'nin bazı eyaletlerinde hava başlığı (boynuz) basıncı 0.7 bar olan HVLP tabancalarının kullanımı zorunlu kılınmakta, diğer eyaletlerde ve Avrupa’da, transfer verimi % 65’den yüksek ve düşük basınçlı tabancaların kullanılması istenmektedir. Ancak, hava başlığı basıncında bir kısıtlama getirilmemiştir. Bunun üzerine sprey tabanca üreticileri konvansiyonele göre düşük basınçta çalışan ama HVLP tabanca kullanımında getirilen “0.7 bar hava başlığı basıncı zorunluluğu” kaygısı gütmeyen ve gerektiğinde basıncı bir miktar artırılarak kulanılabilen tabancalar ürettiler. Örneğin SATA, “LVLP” tabancalarını “RP-Reduced Pressure” adı altında üretime almıştır. SATA’nın üretmekte olduğu RP tabancalarında, giriş basıncı 2-2,5 bar civarındadır ve hava başlığında ise 0.7 bar veya biraz daha büyük basınç elde edilmektedir. HVLP tabancalarına yakın transfer verimleri elde edilmektedir. Aynı zamanda, HVLP tabancalarına nispeten hava başlığı basıncının biraz daha yüksek oluşu uygulama hızını artırmaktadır (Şekil–11). Benzer şekilde, DeVilbiss de GTI tabancalarını “Uyumlu Tabanca” olarak piyasaya sunmuştur. Bu modellerde kullanılan teknoloji sayesinde atomizasyon kalitesi de artırılmıştır.
Daha önce de bahsedildiği gibi, ABD'nin bazı eyaletlerinde hava başlığı (boynuz) basıncı 0.7 bar olan HVLP tabancalarının kullanımı zorunlu kılınmakta, diğer eyaletlerde ve Avrupa’da, transfer verimi % 65’den yüksek ve düşük basınçlı tabancaların kullanılması istenmektedir. Ancak, hava başlığı basıncında bir kısıtlama getirilmemiştir. Bunun üzerine sprey tabanca üreticileri konvansiyonele göre düşük basınçta çalışan ama HVLP tabanca kullanımında getirilen “0.7 bar hava başlığı basıncı zorunluluğu” kaygısı gütmeyen ve gerektiğinde basıncı bir miktar artırılarak kulanılabilen tabancalar ürettiler. Örneğin SATA, “LVLP” tabancalarını “RP-Reduced Pressure” adı altında üretime almıştır. SATA’nın üretmekte olduğu RP tabancalarında, giriş basıncı 2-2,5 bar civarındadır ve hava başlığında ise 0.7 bar veya biraz daha büyük basınç elde edilmektedir. HVLP tabancalarına yakın transfer verimleri elde edilmektedir. Aynı zamanda, HVLP tabancalarına nispeten hava başlığı basıncının biraz daha yüksek oluşu uygulama hızını artırmaktadır (Şekil–11). Benzer şekilde, DeVilbiss de GTI tabancalarını “Uyumlu Tabanca” olarak piyasaya sunmuştur. Bu modellerde kullanılan teknoloji sayesinde atomizasyon kalitesi de artırılmıştır.Tablo-4 incelendiğinde ise, HVLP ve LVLP tabancalarının transfer verimlerinin hemen hemen aynı olduğu ancak konvansiyonel tabancalara nispeten daha yüksek oldukları görülmektedir.

Üretici firma, tabanca kalitesi, meme çapı ve hava başlığı her LVLP tabanca çeşidi için değişkenlik gösterse de, tipik bir LVLP tabanca 260 - 300 L/min (9,2-10,6 cfm) hava tüketmektedir ve 1,5 -1,9 kW (2,0-2,6 HP) gücünde kompresör gerektirir (Tablo-5). Bu sonuçlar incelendiğinde konvansiyonel tabancalar için kullanılan kompresörün LVLP tabancalar için de yeterli olacağı ve bir servisin kompresörü değiştirmesine gerek kalmayacağı görülmektedir. Bununla beraber, HVLP tabancalarda fazla hava kullanımından dolayı çok az da olsa beklenen maliyette artış, düşük hava hacimli LVLP tabancalarda görülememektedir. Kullanılan havanın hacminin düşük olması nedeniyle, hortumun iç çapının değişmesine gerek kalmamaktadır.

Tabancalarda hava başlıkları değiştirildiğinde, başlıktaki delik sayıları ve delik çapları da değişeceğinden tüketeceği hava miktarı değişmektedir. Mesela DeVilbiss’in GTI tabancasında 2 bar giriş basıncında 105 numaralı hava başlığı takıldığında 453 L/min, 110 hava başlığı takıldığında ise 269 L/ min hava tüketimi gerçekleşmektedir. Ancak tüketilen hava miktarına göre tabancayı HVLP, LVLP ya da konvansiyonel olarak adlandırmak doğru olmayacaktır çünkü hava başlığındaki basınç değişmektedir. Bu tür bir adlandırma için hava başlığındaki hava basıncı göz önünde bulundurulmalıdır. Hava başlığındaki hava basıncı konvansiyonel tabancalarda 2,5-4 bar; HVLP tabancalarda 0,7 bar; LVLP’de ise 0,7-0,8 bar olması beklenmektedir (Tablo-4).
4. Havasız Sprey Uygulamaları
Havasız sprey uygulamalarında, boya 5 atm ile 35 atm arasında basınçlandırılarak, havasız sprey tabancasının memesinden püskürtülür. Memeden ince bir perde halinde ve yüksek hızla çıkan boya hüzmesi tabancanın dışındaki durgun hava moleküllerine çarptıkça yırtılıp damlacıklara dönüşür. Damlacıkların boyutu;
boya çıkış hızı arttıkça,
boya basıncı arttıkça,
boya viskozitesi azaldıkça ve
boyanın yüzey gerilimi azaldıkça küçülür.
Hüzmenin büyüklüğü ise delik büyüklüğü ve şekline bağlıdır. Ancak, havasız sprey uygulamalarında, havalı uygulamaların atomizasyon kalitesine erişilemez. Havalı sprey uygulamalarında tabancanın ağzından püskürtülen boya damlacıklarının çapları 20-50 µm aralığına erişirken, havasız sprey uygulamalarında bu değer 70-150 µm aralığındadır. Öte yandan havalı uygulamalardaki boya huzmesinin merkezinden kenarlarına doğru gidildikçe boya damlacıklarının giderek azalması, uygulamalar arasında yumuşak geçişlere olanak vermektedir. Dolayısıyla homojen kalınlıkta uygulamalar yapmak kolaylaşmaktadır. Havasız sprey uygulamalarında ise, hava içermedikleri için bu şansı vermezler. Havasız püskürtme uygulamalarıyla homojen kalınlık uygulamak daha zordur.
Uygulama hızı açısından ise havasız sprey uygulamaları daha hızlı uygulama sağlamaktadır. Ancak düz olmayan kompleks yüzeylerde, boyanın kalın düşmesine ve akmalara neden olabilir.
Havasız sprey uygulamalarında, boya damlacıklarına eşlik eden basınçlı hava olmadığı için boya yüzeye varmadan uçan solvent miktarı daha az olmaktadır. Bu da boyanın yüzeye daha yaş düşmesine neden olur. Bu nedenle, hem boya formülü içindeki çözgenlerin seçiminde hem de uygulama incelticisinin seçiminde daha hızlı buharlaşan türler kullanılmalıdır.
Havalı sprey uygulamalarıyla kıyaslandığında, havasız sprey uygulamalarında geri sıçrama etkisi ve neticesinde çevreye yayılan boya zerrecikleri daha azdır. Dolayısıyla, transfer verimi nispeten daha fazladır.
Hava destekli ama havasız sistemlerin kullanıldığı durumlar da mevcuttur. Bu sistemlerde basınç, havalı sistemlerdeki hava basıncından fazla, havasız sisteminkinden azdır. Bu tür sistemlerde atomizasyon havasız sisteme göre çok daha iyidir.
 5. Elektrostatik Sprey Uygulamaları
5. Elektrostatik Sprey UygulamalarıHavalı, havasız ya da diğer sistemlerle kullanılabilen elektrostatik sprey uygulaması, overspray'in az olması gereken kompleks şekilli metal yüzey üzerine yapılacak uygulamalarda ve toz boya uygulamalarında tercih edilir. Elektrostatik sprey uygulamalarında, boyanın püskürtüldüğü noktanın civarındaki hava, 50-125 kV elektrik gerilimi uygulanarak iyonlaştırılır. Havanın iyonlaşması sonucunda serbest kalan elektronlar, bu bölgeden geçen boya zerreciklerinin yüzeylerine tutunarak onları negatif (-) yükle yüklerler. Uygulama öncesinde, boyanacak yüzey ise topraklanır ve pozitif (+) yük ile yüklenir. Böylelikle boyanacak yüzeyin etrafında elektrostatik alan oluşturulur. Bu durumda, negatif yüklü boya taneciklerinin, cisim üzerindeki elektriksel çekim kuvvetinin etkisi ile yüzeye ulaşması sağlanır (Şekil-12). Bu elektriksel çekim serpinti ve geri sıçrama etkisine bağlı oluşabilecek sprey kayıplarını büyük ölçüde azaltır. Özellikle sprey kaybına yol açan boru, profil gibi nesnelerin ve arka yüzlerinin boyamalarında boya kayıplarını en aza indirir.
Yüzeye ulaşan boya zerreciklerinin, üzerlerindeki yükü, yüzey üzerinden toprağa aktarabilmeleri için boyanın elektriksel iletkenliğinin yeterli olması gerekir. Çözgenli boyaların elektrostatik uygulamalarında, ürünün içine ya da incelticisine alkoller gibi yüksek iletkenlikli çözgenler ya da katkılar eklenir. Yaş boya iletkenliği için uygun olan en geniş aralık 0.05-20 M arasıdır. Ancak pek çoğu için 0.5-5 M arasında bir iletkenlik tercih edilir.
Elektrostatik sprey uygulamalarında, itici olarak havanın kullanıldığı sprey tabancaları yaygın olarak kullanılır. Bu uygulamalarda hem havalı spreyin yayılma düzeyi elde edilir hem de sprey kayıpları en alt düzeye indirgenir. Elektrostatik sprey uygulamalarında, boyanın merkezkaç kuvveti etkisiyle çok küçük damlacıklara parçalandığı disk ya da çan biçimli döner başlıklı uygulama araçları da kullanılır.
Döner disklerde dakikada 1000 devir (1000d/d) ve üzerinde dönme hızları uygulaması olağandır. Çok yüksek devirli çanlarda ise 25000 d/d ile 60000 d/d arası dönme hızları uygulanır. Bu ölçüde yüksek devirlerde uygulanan boyalarda parlaklık düşüklüğü sorunlarıyla karşılaşılması olasıdır. Dolayısıyla yüksek devirin yol açacağı matlaşma eğilimine karşı önlemlerin, boyanın tasarımı sırasında alınması gerekir.
Bir miktar organik çözgen girişiyle ve uygulama donanımı üzerinde uygun elektriksel yalıtımların yapılmasıyla sulu boyaların da elektrostatik yöntemlerle ugyulanmaları mümkün olmaktadır.
 Öte yandan kendisi iletken olmayan plastik gibi yüzeylere önce ince bir kat iletken astar, normal havalı sprey yöntemiyle uygulanarak yüzeyler iletken hale getirilebilir. Daha sonraki kaplama katları elektrostatik püskürtme yöntemiyle yapılabilir.
Öte yandan kendisi iletken olmayan plastik gibi yüzeylere önce ince bir kat iletken astar, normal havalı sprey yöntemiyle uygulanarak yüzeyler iletken hale getirilebilir. Daha sonraki kaplama katları elektrostatik püskürtme yöntemiyle yapılabilir.Gerek tabanca ile gerekse döner disk ya da çanlarla yapılan elektrostatik sprey uygulamalarıyla hem sprey kayıpları azaltılabilmekte hem de son derece iyi yayılmış boya yüzeyleri elde edilebilmektedir. Buna karşın, bu yöntemin de bazı dezavantajaları vardır. Özellikle yüzey üzerindeki girintili kısımlar “Faraday kafesi etkisi” denilen bir sorun nedeniyle yeterince boya alamayabilirler (Şekil-13). Yüksek voltajlı uygulamalar, bu etkinin daha yoğun şekilde yaşanmasına neden olur. Neticesinde, boyanın kolayca ulaşabileceği yüzeylerde daha kalın, Faraday kafesi oluşan yüzeylerde ise daha ince boya filmi elde edilmektedir.
İkinci olası sorun kaynağı yangın riskidir. Çözgenli boyalarda kullanılan çözgenlerin önemli bir kısmı oda sıcaklığında ve altındaki sıcaklıklarda patlayıcı olabilir. Elektrostatik uygulamalarda, uygulanan gerilim dolayısıyla oluşabilcek kıvılcımlar bu çözgenlerin parlama noktasının 26 ºC ve üzerinde olacak şekilde ayarlanması gereklidir.
Avantajları
Bütün sprey uygulamaları içinde en düşük boya kaybı ve minimum boya tozu elektrostatik uygulamalarda elde edilmektedir.
Transfer verimi daha fazladır.
Elektrostatik uygulamalarda, köşeli, yuvarlak ve girintili-çıkıntılı metal malzemelerin eşit film kalınlığında kaplanması sağlanabilir.
Uygulayıcı açısından temiz çalışma alanı sağlamaktadır.
Dezavantajları
Elektrostatik sprey, sadece iletken malzemelerin boyanmasında kullanılabilir.
Yüksek film kalınlıklarına ulaşmak mümkün olmakla birlikte bir kat boya atıldıktan sonra yüzey izole edilmiş olacağından, ikinci bir kat elektrostatik olarak atılamaz.
Ekipman maliyeti fazladır.
Geniş yüzeylerde kullanışlı değildir.
Yüksek sıcaklıklarda (>25-30 ºC) tehlikeli olabilir.
Metalik boyalarda, elektrostatik olmayan bir uygulamaya göre farklı görünüm verebilir.
6. Sıcak Sprey Uygulamaları
Sıcak sprey uygulamalarında, boya 40ºC ile 65ºC sıcaklıklara ısıtılmakta ve boyanın viskozitesinde düşüş sağlanmaktadır. Bu şekilde daha az miktarda inceltici kullanılarak uygulama viskozitesine ulaşılabilmektedir. Düşük miktarda inceltici kullanımı ile hem atmosfere yayılan çözgen miktarı aza indirgenir hem de daha az kat uygulama yaparak daha kalın boya filmleri elde edilebilir. Öte yandan uygulanan yüzeyin sıcaklığının boyaya nispeten daha düşük olması, boyanın yüzeye çarpmasıyla beraber boyanın soğumasını, viskozitesinin yükselmesini, buna bağlı olarak da yüzeyde oluşabilecek akma risklerinin büyük ölçüde azalmasını sağlamaktadır.
Buna karşın, böylesi bir uygulama yöntemi için bir ısıtma düzeneği gerekmektedir. Ancak, ısıtmanın parlama ve yangın risklerine yol açmayacak şekilde dizayn edilmesinin gerekli oluşu sıcak sprey uygulamalarının kullanımını sınırlandırmaktadır.
7. Sıvılaştırılmış Karbondioksitle Sprey Uygulamaları
Bu uygulamada, karbondioksit (CO2) gazı yüksek basınç altında süperkritik hale getirilerek sıvılaştırılmakta ve sıvı organik kaplama malzemesini bir organik çözgen gibi çözmektedir. Sıvılaştırılan CO2 bu süperkritik fazda, 31.3 oC kritik sıcaklığa ve 7.4 Mpa kritik basınca ulaşmaktadır. CO2 süperkritik fazında aromatik hidrokarbonlara benzeyen çözücü karakterler taşımaktadır. Dolayısıyla boyada çözücünün bir kısmını CO2 ile değiştirmek mümkündür. Bu amaçla özel havasız sprey tabancaları kullanılabilir. Boya + CO2 karışımı tabancayı terk eder etmez, CO2 şiddetli bir kaynamayla gaz haline dönüşmekte ve atmosfere yayılmaktadır. Ancak CO2 gazı VOC olmadığı için atmosfer kirliliğine yol açmamaktadır. Öte yandan, tabanca ağzından çıkışta atomize edilmiş boya damlacığı içinde homojen dağılmış CO2 burada atmosfer basıncı ile karşılaşır. Basıncın düşmesi ile, CO2 hızla genleşerek gaz fazına geçer ve damlacığı içten parçalar, çok kaliteli bir atomizasyon elde edilmiş olur. Dolayısıyla, havasız tabancayla uygulama yapılmasına karşın, elde edilen yüzey kalitesi havalı sprey tabancası ile elde edilen düzey kalitesindedir. Uygulamanın havasız tabanca ile yapılıyor olması, havalı tabanca ile yapılan uygulamalarda görülen geri sıçraması etkisini de ortadan kaldırdığından, elde edilen transfer verimi, havasız uygulamalarda elde edilene yakın olmaktadır. Ayrıca, CO2 boyayı hızlıca terk ettiği için tabancadan yüzeye ulaşan boyanın viskozitesi hızla yükselmekte, dolayısıyla akma, sarkma gibi boya kusurlarıyla karşılaşılması riskleri minimum düzeye indirilmektedir.
Sonuç olarak sıvılaştırılmış CO2 ile yapılan havasız sprey uygulamalarında, çeşitli sprey uygulamalarında elde edilen olumlu özelliklerin tümünü bir araya getirmek mümkün olur. Sorun, sıvılaştırılmış CO2’nin ve uygulama cihazının maliyetidir.



.jpg)









0 yorum:
Yorum Gönder
Lütfen soru sormadan önce soracağınız konu ile ilgili olan yayınları okuyunuz...